Aktuális ismeretek acélszerkezetek gyártói, karbantartói és tulajdonosai számára
(folytatás)
III. rész: Felület-toleráns bevonatok
vége felé arról beszéltünk, hogy ha a felület-előkészítés nem fémtiszta minőségben készül és/vagy a felületen futó rozsda, vagy régi bevonat részek maradnak, akkor az úgynevezett felület-toleráns bevonatok használhatók.Jelen folytatásban a bevonatok ezen csoportjáról kívánunk részletesebben szót ejteni, mivel a hazai gyakorlatban ezek felhasználása messze elmarad a lehetőségektől és a célszerűségtől. - Ennek számos oka van; mindenek előtt az ezekkel kapcsolatos mélyreható ismeretek hiánya, ami egyaránt vonatkozik a kiírókra - tervezőkre - éppúgy, mint a felhasználókra, továbbá a korábban alkalmazott szabványok megtartásának szándéka, ami mögött egyrészt kényelmi okok hú
zódnak meg, másrészt az újonnan érvénybelépő szabványok ismeretének teljes hiánya, harmadrészt az új szabványok által ma már lehetővé váló új alkalmazási lehetőségekkel szembeni aggályoskodás és bizalmatlanság.Mindenesetre minden technikai újdonság bevezet
ésének sikerét valóban csak széleskörű és alapos előkészítéssel lehet megteremteni. Ezt célozza mostani cikkünk is, amiben már hazai felhasználási példákon keresztül próbáljuk illusztrálni az alkalmazhatóság technikai feltételeit és annak gyakorlati hasznát.Mindenek előtt kezdjük a legfontosabbal; annak tisztázásával, hogy:
Mik azok a "felület-toleráns" bevonatok?
Confucius
egyszer azt mondta, hogy "ha a szavakat rosszul használjuk, akkor a dolgok félresiklanak". Különösen így van ez a műszaki életben, ahol a félreértések és a nem tiszta megnevezések drámai következményekkel járhatnak.Ezért, igen nagy a jelentőssége annak, hogy olyan pontosan járjunk el, amilyen pontosan csak lehet.
A "felület-toleráns" kifejezésben a "toleráns" sokféleképpen értelmezhető. Vannak dolgok, amelyek egyesek számára elviselhetők (tolerálhatók), míg mások számára már nem. Az annak ellenére, hogy a "felület-toleráns" megjelölés kevésbé szubjektív értelmezése érdekében kifejlesztettek szabványokat és szabályzásokat, más-más emberek különféle képen használják és értelmezik azokat.
Nos, mik is azok a "felület-toleráns" bevonatok?
Ahhoz, hogy megértsük a "felület-toleráns bevonatok" megjelölést, meg kell határoznunk, hogy a bevonatok mit is tolerálnak? Például a felületen lehet reve, rozsda, régi bevonat minden formában, víz, só, vagy olaj. A bevonatoknak ugyancsak ellent kell állniuk extrém meleg, vagy hideg felületnek, éppúgy mint a felhordás alatti magas, vagy alacsony hőmérsékletnek, ill. relatív páratartalomnak.
Ez a cikk áttekintést kínál a különféle felületi viszonyok körül és a népszerűbb "felület-toleráns" bevonatok körében, amelyeket ilyen körülmények között alkalmaznak.
Számos oka van annak, hogy a felület-előkészítés során nem végezhető el teljesen a koptató tisztítás, az egyik ezek közül a környezet-védelemre és a foglalkoztatásra vonatkozó egyre növekvő szigorú törvénykezés. Jóllehet, egy korábbi és pontosabb karbantartási terv és a korrózióvédelmi rendszer részletes felújítása gyakran hatékonyabb, mint egy teljes felújítás koptató tisztítással.
A festékiparon belül gyakran hiszik, hogy a "felület-toleráns" bevonatok mindig hasznosak az olyan esetekben, amikor az Sa 2,5-es (MSZ EN ISO 85O1-1) minőségig történő koptató tisztítási fok nem érhető el, de nagymértékű korrózióvédelemre van szükség. Egy járulékos igény szokott lenni, hogy a bevonatnak összeférhetőnek kell lenni a meglévő bevonati rendszerrel. Így aztán a "felület-toleráns" bevonatok ebben az értelemben olyan bevonatok, amelyeket kézi tisztítású (St 2/
St 3), vagy régi bevonatra, vagy nagynyomású vizes mosás utáni felületekre kell felhordani.A "felület-toleráns" bevonatokat karbantartási célokra használják és mint ilyeneknek jóval szélesebb "időjárástűréssel" és "átvonhatóság-tűréssel" kell rendelkezni
, mint más bevonatoknak.A műhelyekben található jó körülmények általában nem a szokásosak a "felület-toleráns" bevonatok felhordására. A nagy relatív páratartalom, az alacsony hőmérséklet, a szél és a bevonatok készítése közben a felületekre lecsapódó kosz és kondenzáció az építési területeken végzett festésekre jellemzőek.
A nagynyomású vízsugaras tisztítás több figyelmet érdemel, annál is inkább mivel a tengerészet területén már hosszú évek óta sikerrel használják. A vízsugaras tisztításra vonatkozó szabványok szöveges és képi információt is biztosítanak, csakúgy, mint az ISDO 85O1-1-es szabvány.
A "felület-toleráns" bevonatoknak való tipikus felületek
Mielőtt megmagyaráznánk hogyan is működnek a "felület-toleráns" bevonatok, szükséges, hogy megértsük a különböző felületek szokatlan jellemzőit, amelyre felhordhatók.
Az St 2 és St 3 (MSZ EN ISO 85O1-1) felület-minőségek
Az ezzel a megjelöléssel ellátott felületek esetről esetre változnak. St 2/St 3 azt definiálja, hogy a felület-telőkészítés után
a felületen bizonyos mennyiségű rozsda maradhat az alapon. De maga a rozsda különböző lehet szerkezetre, vastagságra, az alaphoz való tapadásra való tekintettel. A rozsda porózus is és felhalmozódhatnak benne különböző, a levegőből származó szennyeződések, kiváltképp víz, kosz, korom, sók, zsír, stb. (lásd az I. és II. táblázatokat)A drótkefével történő tisztítás nehéz munka és a idővel a minőség csökken. A rozsda növekvő mennyisége fog visszamaradni a felületen, különböző vastagságokban. A fentiekből nyilvánvaló, hogy azért mert a szennyeződések nem láthatók, még veszélyes mennyiségben jelen vannak.
|
I. Táblázat A kézi tisztítás minősége folytán visszamaradó rozsda-vastagságok |
|
|
A kézi tisztítás mértéke |
Rozsda-vastagság ( μm) |
|
Tisztítás előtt |
200 - 300 |
|
Enyhe tisztítás után |
80 - 120 |
|
Normál tisztítás után |
40 - 50 |
|
Intenzív tisztítás után |
20 - 30 |
|
II. Táblázat Rozsda vastagság és szennyeződés 2 |
|
|
A rozsda típusa |
Vastagsága (μm) |
|
Új futó rozsda |
20 |
|
Régi rozsda |
300 |
|
A rozsda eredete |
Só tartalom (g/kg) |
|
Kálium bánya |
140 |
|
Víztartály |
28 |
|
Ipari terület |
19 |
|
Vízben jelen lévő rozsda (nem kémiailag kötött, a rozsda korától és vastagságától függően) 10 és 300 g/kg között |
|
A bevonni kívánt rozsdának jól tapadónak kell lennie és olyannyira szennyeződéstől mentesnek, amennyire csak lehet. A kézi és kisgépi szerszámok rendszerint nem képesek eltávolítani a rozsdában lévő szennyeződéseket. Ezért, intenzív, nagynyomású vízsugaras tisztítás nagymértékben ajánlott. Jóllehet a nagynyomású vízsugaras tisztítás később problémákat vethet fel a száradással kapcsolatban, bonyolult acélszerkezetek esetében, vagy hideg időjárási viszonyok között.
Az, hogy a rozsda jól tapad-e, vagy sem nem túl szerencsés módon csak akkor fog kiderülni, amikor azt már bevonatuk valamivel.
Ha felület-toleráns festéket használunk St 2-es, vagy St 3-as felületre a karbantartási , vagy egyéb munkák során, akkor mindig győződjünk meg, hogy a festék hatol be a rozsdás felületbe és nem csak a hígító. Az ecset és az airless (levegő nélküli szórás) a legjobb módszer, arra hogy biztosítsuk, hogy a megfelelő közeg lehatol a felületig, ami az előzővel kapcsolatban leginkább elterjedt a köztudatban. A hengerlés nem megfelelő erre a célra (lásd a DIN EN ISDO 12944-7, 5.3.2. pontot)
Gyakran csiszolt felület lesz az eredménye annak, ha gépi eszközt használunk St 2-es, vagy St 3-as felület elérésére. Köztudomású ugyanakkor, hogy egy festék tapadása jobb durva (érdes - a ford. megj.) felületen, mint simán. Jóllehet az St 2-es, vagy St 3-as felületi minőség nem definiálja a felületi profilt, csak a tisztaság mértékét. A segítségünkre lévő szabvány ez esetben az SSPC-SP11 (a puszta fémig történő kisgépi tisztítás). A puszta fémig történő tisztítás mellett ez egy kb. 25 μm-es Rz-t igιnyel. Tekintet nélkül ara, hogy milyen szabványt alkalmazunk, a festék alatti sima felület általában egy gyengepont, amit el kell kerülni!
Egy megjegyzés a próbafelületekhez
Minden egyes próbához, a karbantartó festés megkezdése előtt egy un. próbafelületet kell készíteni (az ASTM D 5O64-95 szerint). De ez főleg a megrendelő felelőssége, mivel ő az egyedüli aki ezt előre elő tudja készíteni. A próbafelület a leghasználhatóbb információ lehet, mivel az új bevonat a régi bevonat többféle felületére kerülhet, amelyeknek különböző állapotai lehetnek. Bizonyos területek, amelyek vizsgálat alá kerülnek, lehetnek különböző tapadásúak, különböző mértékben rozsdátlanítottak, vagy különbözően krétásodottak, elkoszolódottak, vagy repedezettek. A nagy és kis rétegvastagságú felületeket is vizsgálni kell, mielőtt a teljes bevonatot felhordjuk!
Egy felület-toleráns bevonatot fel kell hordani a rozsdás és az épp régi bevonat átmeneti felületére is, hogy meghatározhassuk, hogy az új bevonat hogyan hatol be a régi bevonat alá (amennyiben ez egyáltalán megtörténik).
A régi bevonat, mint a felület-toleráns bevonat alapja
Épp úgy, ahogy a rozsda sem szabad, hogy elváljon a felülettől, a régi bevonatnak is tapadnia kell a felülethez, a
bban az esetben ha újra át akarjuk vonni valamilyen bevonattal.Az átvonandó régi bevonatokat legalább két szempont szerint kell értékelnünk: (1) a tényleges tapadási értékük szerint, (2) és a jellemzőik szerint (összetétel, rendkívüli tulajdonságok, stb.
)A tapadás
A régi bevonatok tapadását az alábbi szabványok szerinti vizsgálatokkal kell értékelni:
● leszakításos vizsgálat (ISO 4624, DIN EN 24624)
● átvágás (DIN EN ISO 2409, ASTM 3359-95a)
● és a rácsvágás (DIN EN ISO 2409, ASTM 3359-95a)
A leszakítá
sos vizsgálat a legmegfelelőbb erre az értékelésre. Quantitatív (mennyiségi, a ford.megj.) információt biztosít a tapadásról (MPa-ban - régebben a N/mm2 volt használatos, a ford.megj), míg a szakadási kép a rendszer leggyengébb részéről ad felvilágosítást. Ez az eljárás bármilyen szárazréteg-vastagság értékelésére használható. A rendelkezésre álló fél-, vagy teljesen automata berendezéseknek köszönhetően a vizsgálatot végző személy szubjektivitása igen csekély. Egy 2 MPa-os tapadás (amikor a szakadás nem a festék/alap között jön létre) gyakran elég jó ahhoz, hogy átvonhassuk.A leszakításos vizsgálaton túl az átvágás, vagy rácsvágásos módszer is használható. Ezeknek a vizsgálatoknak az elvégzése és kiértékelése igényel bizonyos gyakorlatot ezen a területen. A vizsgálatot végző személy szubjektivitásán túl , a meglévő bevonat vastagságát figyelembe kell venni. Az átvágás 250 μm szárazréteg-vastagságig behatárolt (a rácsvágásnak nincs felső határa). Egy elég régi, kemény, 400 vagy 500 μm vastagságú bevonat átvágása zavaró körülmények nélkül nehézkes, és járulékos feszültségeket eredményez.
Bár minden eset egyedi, egy vizsgálati felület kijelölése mindenképpen ajánlott. Ha kétség merül fel, akkor a vizsgálat ezen a felületen megismételhető.
Az átvonandó bevo
nat jellemzőiA régi bevonat jellemzésének fő célja, hogy információt gyűjtsünk a kötő anyagról (gyanta).
Az alkalmazott bevonat kémiailag alakult-e ki bevonattá (térhálósodás révén), vagy fizikailag száradt-e be; hőre lágyuló, vagy hőre keményedő-e? Milyen mértékű a krétásodás? Szilikont, vagy PTFE-t tartalmaz-e a kötőanyag? Vannak-e rendkívüli tulajdonságaik? Az új és a régi bevonat kémiai összetételét vizsgálni kell, hogy összeférhetők-e? Ezt követnie kell annak vizsgálatának, hogy a felület-toleráns b
evonatban a hígító, vagy a kötőanyag nem túl agresszív-e a régi bevonattal szemben? Az adott helyzetet is meg kell vizsgálni, hogy nedvesítési problémával (amit a régi bevonatban lévő grafit, vagy a szilikon okozhat) nem kell-e számolni? Végezetül, a felület-toleráns bevonat túl nagy feszültséget idézhet elő a kialakuló bevonati rendszerben. Ennek elkerülésére méréseket kell végezni.Egy régi bevonat viselkedése változó lehet az alkalmazásra kerülő felület-toleráns rendszerrel szemben. A "felület-toleráns bevonat" megjelölés a különböző összetételű (egy, vagy több komponensű, oldószeres, vagy vizes hígítású) anyagok egész sorát tartalmazza. Végül is leszögezhetjük, hogy egy esetenkénti vizsgálat többé-kevésbé szükséges. Az ISO 4628-as szabványt is figyelemb
e kell venni, ha a régi bevonat körülményeit meg akarjuk állapítani.Valamennyi fenti lehetőség felhasználása esetén lehetségessé válik mind a régi bevonat állapotáról egy viszonylag tiszta képet alkotni, mind annak megállapítása, hogy mit kell tennünk ahh
oz, hogy az átvonási eljárásunk sikeres legyen.Az az általános vélemény, hogy a karbantartást nem célszerű későbbre halasztani, mint ahogy a régi bevonati rendszer eléri az Ri3-as szintet, vagy az ISO 4628-as szabvány 3. részénél magasabb értéket. Nem mindig praktikus kiértékelni mind azt a jelenséget, ami előfordulhat egy régi bevonat esetén. Még egyszer; egy próbafelület kijelölése elősegítheti ezen tényezők feltárását.
Vízsugárral tisztított felület
Mint ahogy előző cikkünkben már említettük, a vízsugárral történő tisztítás hazai berkekben még nem egy mindennapi gyakorlat a nehéz-ipari korrózióvédelemben, jóllehet gyakorlati szempontokon túl a nagyiparban jelenlévő szennyeződések behatolása a szerkezetbe újabb indokul szolgálhat ezek alkalmaz
ásáank.A Német Hajózás-technikai Társaság STG Nr. 2222 szabványa egyaránt használ képeket és szöveges leírást arra, hogy a felületi viszonyok három eltérő szintjét megkülönböztesse (a vízsugaras tisztítás előtt és után).
Ma már több átfogó szabvány áll rendelkezésre. A mai kor ultra nagy-nyomású vízsugaras (UHP-WJ) tisztító berendezését alkalmazva lehetségessé válik olyan tisztasági fok és termelékenység elérése, amelyet szabadsugaras tisztítással értünk el. ( Az ultra nagy-nyomású vízsugaras (UHP-WJ) tisztítás 1.7OO bár nyomásnál nagyobb nyomáson történő munkavégzést jelent.)
Ennek az előkészítő technikának a kombinálása egy alkalmas, kellő gondossággal kiválasztott festékrendszerrel, lehetővé teheti egy olyan bevonati élettartam elérését, ami a legtöbb esetben elegendő. Az iparilag elfogadható előnyei és hátrányai a vízsugaras tisztításnak az alábbiak:
Előnyök:
► Nincs szilárd koptató közegre szükség (a hulladék-elhelyezési költség drasztikusan csökken)
►
A lehető legjobb eljárás az oldható sók eltávolítására►
Tűz-, vagy robbanás-érzékeny berendezések közelében is használható (nincs szikraképződés)Korlátok:
► Nem keletkezik felületi profil (érdesség)
► Futórozsda képződhet
► Komplikált szerkezetek tisztítása körülményes lehet
► Csak megfelelő időjárás esetén alkalmazható
A fő probléma, amit figyelembe kell vennünk, ha vízsugárral tisztított felületet festünk, a futórozsda keletkezése. A keletkező futórozsda mennyisége különféle tényezőktől függ., úgymint; időjárási viszonyok, és attól, hog
y a szerkezetet mennyire tudja a szél kiszárítani. Bizonyos szabványok mennyiségileg osztályozzák a futórozsda szinteket. (pl: ISO 8501-4)A futórozsda kérdése teljesen más, mint az un. "normál rozsdá"-é, ami néhány hetes, havi, vagy néhány éves lehet és erősen szennyezett sókkal, kosszal, zsírral, stb. a futórozsda, amely közvetlenül a nagynyomású vízsugaras tisztítás (UHPWJ) után keletkezik, tiszta és megfelelő bevonattal bevonható. A vas oxid (különféle vegyületként) sok festék formula része. A futórozsda önmagában nem nagy probléma, de ha a futórozsda túl nagymértékben van jelen, akkor úgy viselkedhet, mint a por és megakadályozza, hogy a festék megfelelően tapadjon.
Egy utolsó tipp arra vonatkozóan, hogy egy jó minőségű karbantartást valósítsunk meg, hogy pontos képet kapjunk a meglévő bevonat szárazréteg-vastagságáról, mielőtt az új bevonatot felhordanánk. A régi bevonat és a rozsdás felületek bizonyos vastagságúak, amik a későbbi mérésekhez hozzáadódnak. Biztosak csak akkor lehetünk abban, hogy
az előírásban szereplő eredményt kaptuk, ha a szárazréteg mérésének tiszta rendszere helyén van.
Hogy működnek a felület-toleráns bevonatok?
A felület-toleráns rendszereknek öt kritériumnak kell megfelelni:
1, kiváló penetráló (behatoló - a ford. megj.) és tapadó képesség
2, semlegesített korróziós adalékok,
3, nagyon csekély negatív hatás a felület-toleráns festék részéről a régi bevonattal
szemben,4, kellő rugalmasság,
5, és tolerancia kedvezőtlen időjárási körülmények esetén
Tipikus felület-toleráns bevonatok
●
Két-komponensű epoxi bevonatok●
Nedvességgel térhálósodó poliuretánok●
Ólomtartalmú bevonatok
Vonatkozó szabványok
ISO 4624
Festékek és lakkok - Leszakító vizsgálat a tapadás megállapítására
ISO 4628
Festékek és lakkok - Festékbevonatok degregációjának megállapítása: az általános típusú hibák intenzitásának, mennyiségének és méretének meghatározása
ISO 8501-1
Az acél felület előkészítése festékek és megfelelő termékek felhordása előtt; a tisztaság vizuális felmérése - 1. Rész: rozsdásodási fokozatok és a bevonatlan acél alap előkészítési fokozatai és az előző bevonat eltávolítása utáni acél alap előkészítési fokozatai
ISO 8501-4
A bevonat és a bevonatlan acélfelület előkészítési fokozatai, miután a rozsdát és az előző bevonatot
nagynyomású vízsugárral eltávolították róla
Festékek és lakkok - Acélszerkezetek korrózióvédelme korrózióvédő festék rendszerekkel: a festési munka kivitelezése és ellenőrzése
|
A felületi típusok összefoglalása ● felület-előkészítés: kézi/gépi tisztítás (ISO 12944, 4.rész; ST 2, St 3, PMa, PSt2, PSt3/SSPC SP-11), UHPWJ ( különböző tisztasági fokozatok az SSPC, NACE, STG/futó rozsda fokozatok) ● meglévő régi bevonatok: az ISO 4628-valjellemezve (rozsdásodás, repedezés, leválás, felhólyago- sodás, krétásodás); a régi és új festékrendszer össze- férhetősége (ASTM D 5064-95) ● további pontok: a felületeken lévő por maximális szintje(ISO 8502-3), a felületen lévő sók maximális szintje (SSPC SP 12/NACE No.5) |
Konklúzió
Ma már Magyarországon is érvénybe léptek azok a szabványok, amelyek segítségével egy karbantartásra szoruló felület minősége jól meghatározható, minden olyan esetben amikor valamilyen gyakorlati okból kénytelenek vagyunk eltérni az Sa 2,5-es felületi minőségtől. Tudni kell azonban, hogy ilyenkor esetleg kompromisszumra van szükség! A lényeges kérdés az: hogy ez a kompromisszum elfogadható-e mind műszaki, mind pénzügyi szempontból? A válasz gyakran: igen!
Ezt elsősorban azok az új fejlesztésű bevonatok teszik lehetővé, amelyeket a legnagyobb festékgyártók ilyen célra kifejlesztetek. Meg kell azonban mondani, hogy
a felület-toleráns bevonatok nem univerzális megoldások(!), de ha minden esetben körültekintően járunk el, akkor a felület-toleráns bevonatok nagyon hasznos termékek lehetnek!
Az általunk forgalmazott CARBOLINE bevonatok közül az alábbiakban bemutatunk néhány ilyen típusú bevonatot:
RUSTBOND PENETRATING SEALER SG
Egy igazán felület-toleráns bevonat!
Típus:
Kétkomponensű polimer epoxi-amido-amin.Tulajdonságok:
A RUSTBOND Penetrating Sealer egy térhálósodó bevonat kiváló nedvesítési tu-lajdonságokkal rendelkezik, rendkívül rugalmas, jó kémiai- és oldószer ellenálló képességű és lehetővé teszi sokféle fedőbevonat felhordását
- Univerzális alapozó és közbenső bevonat
- Kiemelkedő tapadást biztosít egy minimálisan előkészített acél felülethez
- Alacsony feszültség
- Nagyon magas szilárdanyag tartalom
- Alacsony illó tartalom
- Kielégíti a legszigorúbb VOC ( Illékony Szerves Tartalom ) előíráso
kat is- Korróziós inhibítort tartalmaz
A RUSTBOND PENETRATING SEALER egyaránt alkalmazhatóAjánlott alkalmazás:
mechanikai oxidmentesítés utáni acélra, vagy régi bevonatra. Rendkívüli nedvesítési tulajdonságai lehetővé teszik, hogy behatoljon a rozsdába és a meglévő bevonatban lévő üregekbe, s ezzel számos fedőbevonat részére erős tapadást biztosítson. A tixotrópikus tulajdonsága csökkenti a megfutást,
biztosítva ezzel, hogy a meglévő bevonatok szélei újra bevonásra kerüljenek, csökkentve ezzel az alá rozsdásodás és a lehámlás veszélyét. Ugyancsak használatos alapozóként nem vas alapú fémekre, beleértve a régi és újonnan galvanizált acélt is, amelyen nincs fehér rozsda, szennyező vegyi anyag és/vagy olaj. Az átvonási idő túllépése e
setén tapadóhídként alkalmazható.Nem ajánlott alkalmazás:
fedőréteg nélküli alkalmazásra.Kémiai ellenállóképesség:
a fedőbevonattól függ.Hőmérsékletállóság:
(nem alámerüléses üzemmód esetén)folyamatosan: 80°C
csúcsban : #9; 93°C
Alap:
Használhatjuk az MSZ ISO 8501-1 St 2-nek megfelelően, vagy jobban előkészített acél, vagy más felületre.Összeférhetőség más bevonatokkal:
A legtöbb típusú bevonatra felhordható. Festési próba ajánlatos a legtöbb már meglévő bevonat esetén. A legtöbb epoxi, poliuretán, alkid, vagy akril festékkel átvonható.A RUSTBOND PENETRARING SEALER
tulajdonságai és alkalmazásának előnyei
| Tulajdonságok 9; 9; #9; 9; 9; | Előnyök |
| - Kiemelkedő nedvesítés és kapilláraktív hatás | - behatol a rozsdába és bekúszik a felhasadt bevonat szélei alá |
| - ultra kis feszültség a kikeményedés és öregedés alatt | - minimalizálja a bevonatnak a kohéziós erő általi felhasadását |
| - ultra alacsony oldószer tartalom | - megakadályozza a régi bevonatfellágyulását és megduzzadását |
| - korroziós inhibítort tartalmaz | - megakadályozza a felületi- és az alsó rozsdásodást |
| - nagy rugalmasság | - elszigeteli a bevonat felhasadt éleit a fedőbevonattól, s ezáltal minimalizálja a feszültséget |
| - univerzális összeférhetőség | - tapad szinte minden típusú bevonathoz, 9; revéhez, rozsdához sokféle fedőbevonattal fedhető |
| - a képződő film 50 mikron vastag lehet | - a nedvesítés és kapilláraktív tulajdonságaival kiegyensúlyozza a bevonati filmet, optimális teljesítményt nyújtva |
A KARBANTARTÁS FÁZISAI
EGY FELÜLET-TOLERÁNS RENDSZERREL,
avagy a RUSTBOND P.S. alkalmazása
(ÁBRÁK)
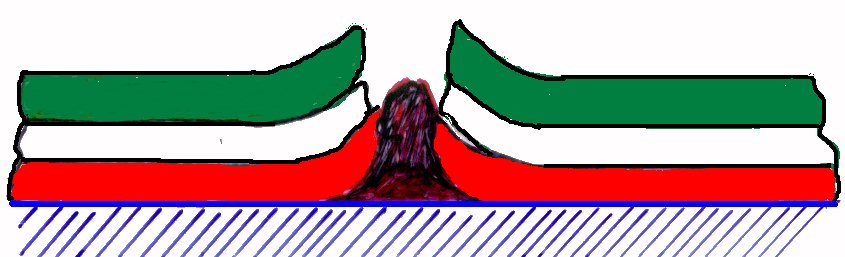
1, EREDETI ÁLLAPOT
2, MECHANIKAI TISZTÍTÁS UTÁN
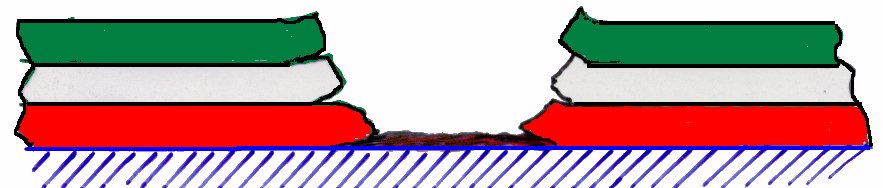
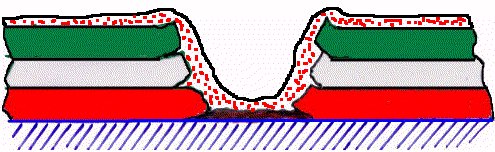
3, RUSTBOND PENETRATING SEALER FELVITELE UTÁN
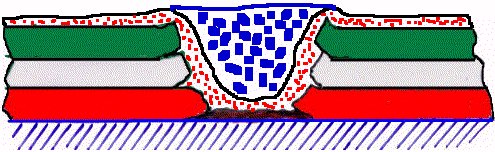
4, FOLTSZERŰ KITÖLTÉS CARBOMASTIC 15-VEL
5, FEDŐRÉTEG FELVITELE UTÁN
A KARBANTARTÁS FÁZISAI
EGY FELÜLET-TOLERÁNS RENDSZERREL,
avagy a RUSTBOND P.S. alkalmazása
(KÉPEK)
 A mellékelt képeken jól látszik, hogy a mechanikai tisztítás után (1. kép) a teljes felület bevonásra került RUSTBOND P.S.-vel (csillogó felület - 2. kép), majd foltszerűen javítottuk CARBOMASTIC 15 alapozóval (3.kép).
A mellékelt képeken jól látszik, hogy a mechanikai tisztítás után (1. kép) a teljes felület bevonásra került RUSTBOND P.S.-vel (csillogó felület - 2. kép), majd foltszerűen javítottuk CARBOMASTIC 15 alapozóval (3.kép).
A régi bevonat így azokon a helyeken, ahol nem korrodált át a felületen maradhato
tt, ami jelentős megtakarítást eredményezett a felület-tisztítási munkákban, illetve ráfordításokban. Nem mellékes az alkalmazott megoldás környezet-kímélő volta sem, hiszen a mechanikai tisztítás koránt sem jelent olyan szennyeződés-forrást, mint a homokszórás, ráadásul ennél a hulladék jóval kevesebb, könnyebben összegyűjthető és elhelyezhető.A RUSTBOND felület-toleráns jellege biztosítja, hogy a futórozsdával borított felületet kellőképpen "leszigeteli" (erre utal az angol "sealer" megjelölés), azaz elzárja a környezet hatásaitól, behatol (penetrál) annak pórusaiba, kiszorítva így a levegőt - annak oxigénjét - és a nedvességet, amivel a további korrózió feltételeit szünteti meg. E mellet a korrodált felületek határvonalai mentén a felhasadt éleket is ke
llő tapadással vonja be.A második réteg foltszerű felhordása egyrészről követelmény, mert a teljes felületen alkalmazott alapozó igen vékonyan, csak kb 25-30 μm vastagsαgban kerόl felhordásra, így az átkorrodált helyeken a kellő védelmet biztosító rétegvas
tagságot (kb 200 μm ) biztosítani kell, másrészről így a felületnek csak kisebb hányadát (max 20%-át) kell a közbelső bevonattal ellátni, ami további anyag-, és élőmunka megtakarítást jelent.. Mindezek után kerülhet sor a fedőbevonat felhordására a teljes felületen.
CARBOMASTIC 15
Típus:
Kétkomponensű, modifikált alumíniummal pigmentált epoxi-mastic bevonatTulajdonságok:
Tömören fedő, jól tapadó bevonat, a korrodeállódott acélra, a laza rétegek eltávolítása után és régi bevonatokra is.• több mint huszönöt éves tapasztalat és referencia
• a legtöbb felhasználási területen egyrétegű rendszerként alkalmazható
• kiváló éltakarású
• kiváló alkalmazási jellemzők
• összeférhetőség a legtöbb régi bevonattal
• kiváló tulajdonságok minimálisan előké
szített felületeken is• megfelel az Illékony Szervesanyag Tartalom (VOC) előírásainak
Alkalmazás:
Kiválóan alkalmas karbantartásnál, korrodeállódott acélokra, a laza rétegek eltávolítása után és az elöregedett festékrétegekre is. Ideális tengerészeti acélszerkezetek, csővezetékek és technológiai berendezések, hidak és erős igénybevételű építőipari acélszerkezetek számára. Gyakran a kézi-, gépi tisztítás elégséges a felület előkészítésre. Szintén alkalmazható olyan kézi tisztítással előkészített acélszerkezetekre, ahol először történik bevonatolás.Nem ajánlott alkalmazás:
alámerüléses üzemmódban savak, lúgok, oldószerek esetén.Kémiai ellenállás:
| Hatás | Alámerülés | Fröcskölés | Gőzök / párák |
|
savak |
nem ajánlott |
megfelelő |
nagyon jó |
|
lúgok |
nem ajánlott |
jó |
kiváló |
|
oldószerek |
nem ajánlott |
jó |
kiváló |
|
sós víz |
kiváló* |
kiváló |
kiváló |
|
víz |
kiváló* |
kiváló |
kiváló |
Hőmérsékletállóság
: ( nem alámerüléses üzemmódban )Száraz melegben, állandó hőhatás:
82 ° C-ig,Csúcsban, esetenkénti hatásként 121° C-ig.
Alap:
megfelelően előkészített acél, régi galvanizált acél és egyebek ajánlat szerint.Összeférhetőség más bevonatokkal:
Legtöbb általánosan használt bevonatra alkalmazható, melyekjól tapadnak a felülethez és ha a felületelőkészítés megfelelő. Meglévő bevonatok esetében ajánlott a tapadási próba elkészítése. Vékony, köztes réteg szükséges lehet szervetlen cinkre való felvitel előtt a felhólyagosodás megakadályozása végett. Normális esetben nem szükséges fedőbevonat, de a legáltalánosabb bevonatok is használhatók fedőbevonatként.
Ezek után nézzük meg, hogy:
MIÉRT CSÚCS A CARBOMASTIC 15 ?
|
6 kulcstényező a CARBOMASTIC 15 hatásosságának magyarázatához
|
|
 |
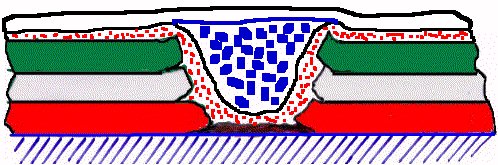
1.) Áthatolás a meglévő rozsdán - csak a laza rozsdát kell eltávolítani- jóval nagyobb tapadás a fém alaphoz - a rozsdás rétegből kiszorítja a levegőt és a nedvességnyomokat / 1. ábra / 2.) Labirintus effektus - a fémszemcsék között labirintus keletkezik, ami 3.) “Páncél lemez” a felületen - kevés kötőanyag /~10%/ - maga az epoxi vízzel szemben ellenálló Így a felületi “páncéllemez” több nagyságrenddel csökkenti annak a víznek a mennyiségét amely potenciálisan behatolhat a filmbe. 4.) Ultraibolya szűrő - a fém testecskék átjárhatatlanok a fény számára 5.) Fényvisszaverő képesség - a fém szemcsék visszaverik a fénysugarakat 6.) Nem lágyítja a meglévő bevonatokat - számos típusú, már korábban felhordott rétegre különösebb gond nélkül alkalmazható |
A fenti tulajdonságokat egybevetve a CARBOMASTIC 15 páratlan korrózióvédelmi rendszert képez.



Néhány kép a CARBOMASTIC 15 alkalmazásáról, abból a több 100.000 m2
-ből ami az ország legnagyobb iparvállalatinál már kivívta a megrendelők elismerését
STAR HYDROPRIMER (O825)
Típus:
Egykomponensű nedvességre térhálósodó uretán alapozóTulajdonságok
: A STAR HYDROPRIMER felhordható nedves felületre, ahol szívós, korrózióálló filmet képez.Ajánlott alkalmazás
:Kiváló alapozó acélszerkezetekre és karbantartási célra hajófedélzet és hajó felsőrészek, valamint
kiegyenlítő víz-tartályok esetében
Hőmérsé
kletállóság:Folyamatosan: 90°C
Csúcsban : 120°C
Alapozás:
Használjuk megfelelően előkészített fémekre. Nedves felületre is felhordható. .Összeférhetőség más bevonatokkal:
A legtöbb típusú festékkel átvonható.A legjobb teljesítményt a CARBOMASTIC típusú termékek adják.
Elméleti szilárdanyagtartalom:
65± 2 tf %Ajánlott szárazréteg vastagság
:Nedves: 60 µm
Száraz: 40 µm
Elméleti kiadósság:
16,3 m2/1, 40µm-nél
Végezetül egy egészen különleges bevonatot szeretnénk bemutatni:
A-788-os keverék
fröcskölési zónára
Típus:
epoxi poliamidÁltalános tulajdonságok:
1OO% szárazanyag-tartalmú epoxi mastic, amely keverhető, felhordható és kikeményíthető víz alatt is. Védelmet biztosít fém korróziója ellen, a beton és fa eróziója és elhasználódása ellen, a víz feletti és alatti fröcsköléses zónában.Ajánlott alkalmazás: acél, beton vagy fa oszlopok javítására. Ugyancsak alkalmas szivárgó tartályok, hajótestek, rozsdamarta acél, és betonban lévő repedések javítására.
Nem ajánlott alkalmazás:
alámerüléses üzemmódban erős oldószerekben és erősen korrozív anyagokban.Kémiai ellenálló képeség:
| Hatás | Alámerülés 9; és elárasztás | Fröcskölés | Gőzök |
| savak | nem ajánlott! | nagyon jó | kiváló |
| lúgok | nem ajánlott! | nagyon jó | kiváló |
| oldószerek | nem ajánlott! | nagyon jó | kiváló |
| sós víz | kiváló* | kiváló | kiváló |
| víz | kiváló* | kiváló | kiváló |
Hőmérséklet-állóság (nem alámerülésnél!):
Folytonosan: 93 oC
Csúcsban: 121 oC
Alap: megfelelően előkészített acél, beton, fa, alumínium, galvanizált acél, és üvegszálas poliészter
Összeférhető festékek:
a legtöbb festéktípusra felhordható. Általában nincs szükség fedőbevonatra, de bevonható epoxival, fenol-gyantával, poliuretánnal, vagy más ajánlott típussalMűszaki adatok
Elméleti szárazanyag tartalom:
99% + 1% (tf%)Illó szervesanyag-tartalom
(VOC): 0,0 g/l (nominális érték)Ajánlott szárazfilm-vastagság:
3,1 mm a jellemző, de felhordható egészen 5O mm-ig egyetlen munkamenetben (!).Elméleti kiadósság:
O, 32 m2/l, 3,1 mm vastagságbanA fenti első két bevonatra több tízezer négyzetméteres hazai referenciával rendelkezünk (a DUNAFERR, BORSODCHEM, és MOL Rt-ék területén), ami némi bizalomra ad okot arra vonatkozóan, hogy a hazai felhasználók és tervezők is felfedezik a technikai és gazdasági lehetőséget ezek alkalmazásában, annak biztosítása mellett, hogy a védendő építmények és műtárgyak korrózióvédelme a fenti megfontolások köve
tkezetes véghezvitele esetén nem szenved csorbát.(Következő cikkünkben a bevonatok minőségének biztosításával és az ennek feltételeként adódó vizsgálatokkal, mérésekkel kívánunk foglalkozni)
![]() Vissza
Vissza