Aktuális ismeretek acélszerkezetek gyártói, karbantartói és
tulajdonosai számára
(folytatás)
VIII. rész: Festési
hibák javítása és kiküszöbölése
Az előző cikkünkben említést
tettünk a legjellemzőbb festési hibákról. Úgy gondoljuk, hogy ezek után feltétlen
beszélnünk kell a hibák javításáról, illetve azok elkerülhetőségéről. Mielőtt
azonban erre sort kerítenénk, meg kell jegyezzük, hogy az előző cikkünkben a
látható hibákról tettünk említést. - Jelen cikkünkben szeretnénk a nem látható
hibákról is szót ejteni. Ezzel itt is ráirányítani a figyelmet egy folyamatszerű
szemléletre, mivel a hibák túlnyomó többsége előbb-utóbb látható elváltozásokat
idéz elő a felületen, fontos, hogy még ezek egyértelműen káros bekövetkezése
előtt tisztában legyünk azzal, hogy a felhordott bevonat esetleg hol, milyen
rejtett (értsd: szemmel nem, legalábbis egyenlőre még nem látható) hibát hordoz
magában, ami a bevonatunk idő előtti meghibásodását eredményezheti.
A másik dolog, amit le kell szögeznünk az, hogy természetesen számtalan ok
vezethet valamilyen meghibásodáshoz, illetve veszélyeztetheti bevonatunk védelmi
képességét, vagy tartósságát. Mi itt most a gyakorlatban előforduló
azokra a legjellemzőbb esetekre szeretnénk felhívni a figyelmet, amelyek
kezelése leginkább elsikkad a hazai gyakorlatban, noha később meglehetősen nagy
problémák eredője lehet és emiatt fontos odafigyelnünk ezen esetekben a
javításuk során megfontolandó, ellenőrizendő körülményekre és betartandó
feltételekre, ami együttvéve nagy szakértelmet és odafigyelést
igényel.
Amennyiben valóban a folyamat-szemléletű
megközelítést választjuk - úgy az okok keletkezésében, mint a korrekció
lehetséges, vagy célszerű idejét tekintve -, akkor gyakorlati szempontból az
alábbi szakaszokat célszerű megkülönböztetni:
-
kivitelezés közben előálló és
javítható hibák,
-
a rendszer teljes kikeményedése előtt
előálló és javítható hibák,
-
garanciális időn belül ( az
elvárhatónál hamarabb) jelentkező hibák
-
garanciális időn túl
(természetes elhasználódás, vagy egyéb sérülésként)
-
jelentkező hibák
Vegyük sorra ezeket:
a. Kivitelezés közben előálló és
javítható hibák,
Láthatatlan (rejtett) hibák
Mindenek előtt a felület nem
kellő tisztaságából adódó hibákat kell említni, amelyek lehetnek szabad
szemmel
nem láthatók, mint például leggyakoribb módon, por
jelenléte a felületen, de az oldható sók jelenlétét is itt kell
megemlíteni, amely vizsgálata a már erre vonatkozó szabvány megjelenése
ellenére sem ment még át a hazai köztudatba. - Az előző
tapadási probléma előidézője lehet, míg a második a korróziós folyamatok
beindulását vonhatja maga után.
A erre irányuló vizsgálatok szerint
a vaskloridoknak negatív hatásuk van a festési
rendszerek tartósságára is. A kutatók szerint
nem a tömör rozsda okozza a fő
problémát, hanem a felülethez közeli
tömör rozsdába ágyazott agresszív ionok gyorsítják fel a korróziós reakciót.
Megfigyelték, hogy ha a
kloridokat felület el
őkészítési
eljárásokkal nem távolítják el, akkor az időjárási
hatásnak kitett acél felületeken a
bevonati rendszer idő
előtt tönkremegy. Különleges
nehézségekkel lehet találkozni a korrodálódott, időjárási
hatásoknak kitett acél felület-tisztítása és festése során kloridok és nedvesség
egyidejű jelenléte miatt rozsdás, kimaródott, kráteres felületeken.
Csővezetékeken
végzett kutatások során megállapították, hogy a szemcse-fúvásos tisztítás után
a mikro-pórusokban számottevő
klorid ionok maradnak vissza.
Világosan megállapítható, hogy a jelenleg alkalmazott
rendszerek többségénél az oldható sók az acél felületén növelik a korrózió
lefolyásának, és ezzel együtt a festék tönkremenetelének sebességét.
Amennyiben a kivitelezői
munka megkezdéséig a felületről ezeket a szennyeződéseket nem távolítottuk el,
úgy ezek a fajta hibák - tekintve, hogy az alapozó
felhordása után ezek rejtve maradnak,- csak a rendszer kikeményedése után,
és többnyire az üzemi körülmények közti terhelése során válnak feltételezhetővé
- csak a sérült bevonatrendszerünk
eltávolítása és újbóli felhordása révén korrigálhatók.
Ez nyilvánvalóan a lehető
legnagyobb vesztességet jelenti arra a félre nézve, aki a garanciát nyújtja,
ezért mindenképpen ajánlatos közvetlen a
munka megkezdése előtt
a felületet a nem-látható szennyeződésekre vonatkozóan is leellenőrizni!
b.
A rendszer teljes kikeményedése előtt
előálló és javítható hibák
A védőbevonat alaprétegének
felhordása során két alapvető hibát követhetünk el. Az egyik, hogy
túlságosan vékonyan hordjuk fel, a másik hogy
túlságosan vastagon.
Mindkét fajta hiba sok esetben csak
akkor korrigálható, ha azonnal ellenőrizzük
az úgynevezett nedves rétegvastagságot, és még a réteg megszáradása
(kikeményedése) előtt, az első
esetben többlet anyag felhordással növeljük a rétegvastagságot, míg a második
esetben a nedves anyag jobb eloszlatásával csökkentjük azt. Meg kell jegyezzük,
hogy ez utóbbi csak ecsettel, vagy hengerrel történő felhordás esetén
lehetséges, míg szórás esetén erre nincs lehetőségünk.
Annak ellenére, hogy kézenfekvőnek
és a következmények miatt nagyon is indokoltnak tűnik az azonnali ellenőrzés, a
gyakorlatban a kivitelezést végző személyzet az esetek túlnyomó részében sokkal
inkább a "megérzésére" hagyatkozik, mintsem mérésekre, ami ténylegesen vezetési
(felkészítési, irányítási és ellenőrzési) hiányosságokra, de nem kevés esetben
egyszerűen eszközhiányra vezethető vissza.
Az el
őírt
rétegvastagságtól való eltérés (pozitív és negatív
egyaránt) különösen gyakori az éleken,
nagyobb felületek szélein, összehajlásoknál, csatlakozásoknál, sarkokban,
mélyedésekben, áttöréseknél és azok közelében. Ennek egyik
fő oka, hogy ezeken a helyeknek a
tagoltsága révén a festék egyenletes eloszlását szórással igen nehéz
biztosítani; az első munkamenetek alkalmával takartságuk, vagy méretüknél fogva
túl kevés anyag jut a felületre, míg ha itt igyekszünk az előírt
rétegvastagságot biztosítani, akkor biztos, hogy ezek környezetében jóval
vastagabb lesz a bevonatunk, mivel a többi felület szórásakor ezek újra kapnak a
permetből.
Ezért az ilyen helyeket először
célszerű ecsettel "előkenni", majd az előkent rétegnek az érintésszáraz
állapotának elérése után a többi felülettel együtt "telibe" szórni.
Természetesen a telibe-szóráskor figyelembe kell venni az előzőleg
már felhordott réteg vastagságát! Ezzel a technikával elérhetjük, hogy biztosan
legyen kellő vastagságú bevonat a nehezen hozzáférhető helyeken is (a másodszori
rámenet a biztosíték), ugyanakkor figyelnünk kell arra, hogy azokon a helyeken,
ahol másodszorra hordjuk fel az anyagot, a második alkalommal jóval véknyabban
szabad csak felhordanunk, ahhoz képest, ahol egyetlen menetben alakítjuk ki a
végső vastagságot.
A kisebb rétegvastagság mindenképpen csökkenti a bevonatunk védőképességét,
illetve élettartamát. Ezt azonban a munka során még általában könnyebb
korrigálni, mivel a következő réteg felhordása előtt elviekben mindig van rá
lehetőség egyazon réteg növelésére. Ezt azonban szinte mindig
csak nagy körültekintéssel szabad végezni!
Mindenek előtt
figyelembe kell vennünk az adott bevonat
átvonhatósági idejét, ami az anyagi jellegen túl függ a
réteg vastagságától, annak oldószer tartamától és nagymértékben a hőmérséklettől
is! Az átvonhatósági intervallum két irányú időkorlátot
jelent. Pontosan azt az időszakot, amikor a rétegünkre már rávihető
egy következő, akár saját réteg is,
anélkül, hogy az alatta lévő sérülne, illetve annak kikeményedése a kívánatostól
eltérne.
Itt nagy jelentősége van a
felhordó technikának is, ecsettel vagy hengerrel történő felhordásnál ezen idő
előtt az eszközünk inkább leszedi a már felhordott anyagot,
mivel az még arra mindig könnyen rátapad,
míg szórásnál a korábban felhordott réteg megakadályozza, de legalábbis
nagymértékben lecsökkenti az oldószer távozását a megnövelt vastagságú
rétegből, ami által
az hosszabb ideig lágy marad, nem keményedik,
esetleg ez idő alatt a belsejében
az oldószer ennek következtében
zárványokat hoz létre, ami megint csak a bevonatunk idő
előtti meghibásodását vonhatja maga után.
Az időintervallum felső határa
az az időpont, amikor a másodikként felhordott réteg még összeköt az előzővel,
azaz a két réteg között megfelelő tapadás jön létre.
Amennyiben ezt a felső
időkorlátot valamilyen okból kifolyólag már túlhaladtuk, akkor csak az alatta
lévő réteg enyhe érdesítése, vagy felületének oldószeres lágyítása után szabad pótlólagos
rétegek rávinni.
Amennyiben a nagyobb rétegvastagság még tökéletes kikeményedés esetén is
veszélyt rejt magában, pl. repedés-veszélyt, akkor a kikeményedett réteg
lecsiszolásával lehet korrigálni. Ez azonban nagyon nehezen oldható meg tagolt,
vagy nagymértékű (pl.: több ezer
négyzetméter ) esetén.
Az egyik leggyakrabban jelentkező
hibatípus a megfolyás.
A festék felhordását követően
jelenik meg a függőleges felületen. Oka a túlzott anyagfelhordás, túlzott hígító
alkalmazása, vagy egyszerűen szakszerűtlen felhordás lehet. Esztétikailag
mindenképpen problémát okoz, de a túlzott rétegvastagság egyúttal lassúbb
kikeményedést, száradást is maga után von a lefelé gördülő cseppekben, ami a
munkadarab átrakása, tárolása során sérülékenyebbé teszi a
bevonatot.
Elkerülése a felhordott anyag jobb terítését, az ajánlott nedves
rétegvastagság és a hígítási határok pontos betartását teszi szükségessé.
Javítása addig amíg a bevonati film nedves ecsettel történő
széthúzással történhet, míg száradás után a felület megcsiszolásával. (A
csiszolás után szükség lehet a fedőréteg vékony rétegének pótlólagos
felhordására.)
Számos hiba ismeretes, mint a bőrösödés,
tűhegynyi lyukak képződése, kráteresedés, száraz szórás, narancshéj képződés,
iszapszerű repedés, ami már a száradás során kialakul
ugyan, azaz látható lesz, mégsem lehet már
a felhordott réteg megtartása mellett javítani,
mivel ezen hibák következtében a réteg
struktúrája nem nyújtja azt a védelmi funkciót, amit tőle
elvárunk.
Ilyenkor a teljes bevonat eltávolítása, újbóli szemcseszórása, majd ismételt,
de a korábbi hiba elkerülésével végzett felhordás lehet a kizárólagos megoldás.
c. Garanciális időn belül ( az
elvárhatónál hamarabb) jelentkező hibák
Az alapozók felhordása mindig különös gondot igényel, hiszen a készítendő
bevonati rendszerünk helytállását alapvetően ez fogja meghatározni.
Mégis sokszor előfordul, hogy
már az alapozó felhordása sem az elvárások szerint történik. Ez gondosabb
kivitelezésnél még a kiszállítás, vagy a munka átadása előtt kiderül, máskor
csak a káros jelenségek világítanak rá erre a szomorú tényre.
Az egyik legjobb korrózióvédelmet mutató alapozó az etil-cinkszilikát.
Ez számos bevonati rendszer kiváló alapja is lehet, míg bizonyos esetekben
önmaga is kellő védelmet biztosít (pl:
rendkívül jó időjárásálló tulajdonságainál fogva)
Ugyanakkor javítása különös gondot igényel, mivel kiváló műhelyalapozó
lévén igen gyorsan szárad, s így a következő - javító - réteg már kis idő
elteltével (kb. 1 - 1,5 óra múlva) sem köt hozzá az előző réteghez, ezért
javítása az alábbiak szerint történhet:
A szárazréteg-vastagságot csak a kell
ő
száradást követően, kb. 4 óra múlva mérjük!
Amennyiben a CARBOCINK 11 egy rendszer része és 4O-6O
μm
szárazréteg-vastagságot mutat, valamint a felhordott réteg egyenletes zöldes
szürke színű,
úgy hagyjuk ilyennek!
Amennyiben egyetlen rétegről
van szó, amelynek szárazréteg-vastagsága az előírttól
elmarad, úgy a teljes kikeményedés előtt és 4 órán túl,
ecsettel hordjuk fel a CARBOCINK 11-et, 15-2O%-os hígításban!
-
CARBOCINK 11-vel bevont felület kismértékű
javítása
1.1. Távolítsunk el minden laza anyagot, zsírt és olajat a felületről!
1.2. Távolítsuk el a rozsdát az MSZ ISO 85O1-1 ST 3-as szintjének megfelelően!*
1.3. A már bevont és a javítandó felület határát tollseprűvel
seperjük át!
1.4. Hordjunk fel 1 réteg CARBOLINE 658-as, vagy 858-as magas cinktartalmú
epoxi bevonatot! A kívánatos rétegvastagság 5O
μm.
Az esetek nagy többségében használhatunk CARBOMASTIC 15, Al-val pigmentált
epoxi alapozót is a javítására, de ezt a védelmi rendszer tervezőjével
célszerű előtte egyeztetni.
|
 |
A kis felületek tisztítását könnyedén végezhetjük IBIX márkanevű
mini homokszóróval is (lásd a melléklelt ábrát!), ami révén minden további
nélkül tudunk Sa 2 1/2-es felületi minőséget biztosíthatni, a már bevont
felületek károsítása nélkül - a kis szórási kép következtében, és ezután a
javítás az alábbi 2-es pont szerint történhet . |
-
CARBOCINK 11-vel bevont felületek nagyobb mértékű
javítása
2.1. Távolítsunk el minden laza anyagot, zsírt és olajat a felületről!
2.2. Távolítsuk el a rozsdát az MSZ ISO 85O1-1 Sa 2 1/2-es szintjének
megfelelően! (szemcseszórás)
2.3. A már bevont és a javítandó felület határát tollseprűvel
seperjük át!
2.4. Vonjuk be a még nem festett és az átsepert felületet!
2.5. Hordjunk fel 1 réteg 3O%-ig hígított CARBOCINK 11 bevonatot az átsepert
területre ecsettel vagy szórással. Hordjunk fel hígítatlan CARBOCINK 11
bevonatot a bevonat nélküli acélfelületre szórással! A kívánatos
rétegvastagság
75 μm.
2.6. Megfelelő
száradás/kikeményedés után tiszta ecsettel távolítsuk el a laza
cinkszilikát részecskéket!
2.7. Ezután következhet közbenső,
vagy a fedőbevonat felhordása
A továbbiakban nézzük meg egy bonyolultabb festékhiba javítását:
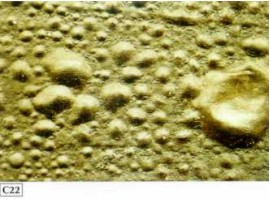
a hólyagosodás
, ami tulajdonképpen egyfajta tapadási
hiba, s számos oka lehet; pl.: idegen anyag, szennyeződés
jelenléte a felületen, mint zsír, olaj, rozsda, nedvesség, vagy visszamaradt
oldószer, stb., de az ok lehet az acél alapon keletkező hidrogén gáz
nyomása is, (pl.: a katódvédelemmel ellátott bevonatoknál), vagy éppen oldódó
pigmentek, stb.
|
 |
|
2. ábra, hólyagosodás
|
A gyakorlatban sokszor előfordul,
hogy egy-egy tartály belső korrózióvédelmének kialakítására, vagy felújítására
korlátozott idő áll rendelkezésre, ami sok esetben a tartály idő előtti
igénybevételét, azaz folyadékkal történő feltöltését vonja maga után, Ilyenkor
az egyes rétegek száradására rendelkezésre álló idő nem elegendő ahhoz, hogy az
összes oldószer távozzon a bevonati filmből, és így előfordulhat, hogy a
feltöltéskor a felső réteg, esetleg még az alatta lévő(k) is még mindig
képlékenyek, s mivel a bevonat külső felületét már folyadék lepi el, az oldószer
kidiffundálása lelassul, azaz nyomása az adott rétegben megnő, s a még képlékeny
filmből hólyagokat hoz létre.
Az ilyen felület javítása különös gondot igényel:
Ha a hólyagok épek maradnak és a rétegnek jó a tapadása és nem mutat
színelváltozást, akkor az alap korróziója valószínűleg
nagyon korlátozott. Ebben az esetben a
hólyagokat érintetlenül kell hagyni, mivel nem származhat
probléma a víz rozsda vagy korrózió okozta szennyeződéséből.
Ez különösen igaz akkor, amikor a felhólyagosodás izolált területen található.
Ha a bevonaton felszakadások
jelentkeznek, vagy rozsdafoltoktól elszíneződik,
akkor lépéseket kell tenni a bevonat rendbehozatalára. Ez
lehet foltszerű javítás vagy a
bevonat teljes eltávolítása és újra festése, ha a felhólyagzás széleskörű.
Mindkét esetben meg kell állapítani a kezdeti felhólyagosodás okát, hogy
biztosítsuk, hogy a probléma nem fog ismét felmerülni.
Amennyiben a hólyagosodás széleskörűen
elterjedt, de az összes felhólyagosodott terület kicsi, elfogadható halogatni a
karbantartást a második vizsgálatig, esetleg 6 hónapon belül.
Mindkét esetben, ha a vizsgálatok között a hólyagosodás növekedése csekély, a
karbantartást el lehet halasztani. Ha nyilvánvaló a hólyagosodás növekedés,
különösen széleskörű
hólyagosodásnál, úgy a következő alkalomnál egy karbantartó festés indokolt.
Több, mint valószínű, hogy teljes újra festésre lesz szükség. A legelső
vizsgálatnak ki kell terjednie részletes fénykép felvételekre és feljegyzésekre
a felhólyagosodott területekről. Osztályokat állíthatunk fel mindenegyes
területre, az ASTM D714, a "Festékek felhólyagosodásának
Kiértékelési Mértékére vonatkozó Standard Mérési Módszer" szerint.
Ha vannak felrepedt hólyagok és korrózió van jelen, úgy
azonnali karbantartás javasolt.
A karbantartás mértékének követnie kell a felhólyagosodás mintázatát. Ha a
felrepedt hólyagok és a korrózió lokalizált, úgy csak az ilyen területre kell a
karbantartást kiterjeszteni. - Ilyenkor nyugodtan alkalmazhatunk egy epoxi
masztikot (pl: CARBOMASTIC 15), amely kiválóan alkalmas a felhasadt hólyagok
alatti terület mechanikus tisztítása utáni - a kár futó rozsdára történő
- felhordásra, a meglévő rétegek széleinek lekötésére, valamint vízalatti
igénybevételre is.
Amennyiben a felrepedt hólyagok és a korrózió széleskör
űen
elterjedt, úgy a teljes felület karbantartása szükséges.
Ezen felül új specifikáció vagy minőségbiztosítás
válik indokolttá.
Az új analízisnek a hiányosságok következményeire is kell terjednie.
A felhólyagosodás megléte önmagában nem ok az aggodalomra. Viszont, ha
technológiai gőzt hasznosítanak
nagy tisztaságú, desztillált vízként, a felrepedt hólyagokból származó vas
szennyeződésnek lehetnek jelentős következményei az üzem más részeiben.
Ilyen esetekben javasolt széttörni a hólyagokat azért, hogy megvizsgáljuk az
alapot, hogy az azon tapasztalható folyamatok mennyire problematikusak.
A megnyugtató az, ha hólyagok alatt található folyadékot megvizsgáljuk. Ha a
folyadék lúgos, úgy kismértékű acél
korrózióra számíthatunk.
Vizes közegben az alap korrózióját jobban befolyásolja az ion permeábilitás
(a bevonat- membrán áteresztő
képessége), mint a hólyag-folyadék pH-ja.
A roncsolásos hólyag vizsgálatok során valószínű,
hogy bizonyos kisebb fokú, lokalizált korróziót fogunk találni a hólyagok alatt.
Ez a korrózió tipikusan tiszta acéllal körülvett fekete vas-oxid
vékony foltja lesz. A legtöbb felhólyagzásos, amikor a hólyagok nem törnek fel
nem jelentenek nagy gondot, mert a korrózió nem terjed tovább. Ez azt mutatja,
hogy a felhólyagosodás önmagában nem utal jobban az alap korróziójára, mint a
felhólyagosodás elmaradása. - A felhólyagosodás
egyszerűen a bevonat reagálása a
helyi kötőerők csökkenésére, az ozmotikus erők, vagy a belső feszültség
hatására.
Az egyedülálló legnagyobb előny
a roncsolásos vizsgálat esetében a hiba analízis, aminek eredménye; a hólyagon
belüli lokális szennyeződések ( pl.: sók, oldószerek ) jelenlétének megállapítása
fényt deríthet az alkalmazott kivitelezési eljárásra.
Az ilyen esetetekben a hólyag-folyadék analízise néhány feltevéssel
szolgálhat a felhólyagosodás valószínű
terjedéséhez a bevonat további részén.
Ha a kezdeti felhólyagosodásnak a valószín
ű
oka általánosan megállapítható a bevonat további részén is, úgy jelentős
felújítási munkálatok ajánlatosak.
Minden esetben, valamennyi roncsolásos
vizsgálati helyet ki kell javítani, mielőtt
a tartályt üzembe helyeznénk! (ITT
ÚJBÓL A FELÜLETI TISZTASÁGRA ÉS A RÉTEGKÖZTI ÁTVONÁSRA VONATKOZÓ SZABÁLYOKAT
KELL ALKALMAZNI!)
d. Garanciális időn túl
(természetes elhasználódás, vagy egyéb sérülésként)
jelentkező hibák
Amennyiben a védendő felület
csak bizonyos helyein jelentkezik meghibásodás, akkor nem feltétlenül kell az
egész bevonatot eltávolítani, amennyiben a hibás helyek kivételével a bevonat
jól tapad az alaphoz. Ilyenkor alkalmazhatunk egy speciális tapadóhidat, ami
egyaránt lehetővé teszi a meghibásodott helyek mechanikai tisztítás utáni és a
régi bevonat történő újbóli átfestését. Ezt rendkívüli tapadószilárdsága és
nedvesítő képessége teszi lehetővé.
FELÜLETELŐKÉSZÍTÉS
A felületet mindenek előtt meg
kell tisztítani a: rárakódott portól, és egyéb szennyeződéstől, (olaj, zsír,
stb)
-
Az egész felületet le kell ellenőrizni,
hogy az épnek tűnő felületen valóban
jó-e a tapadás. Ezt egyrészt úgy végezzük, hogy keresztvágást csinálunk a tartály két ellentételes oldalán, amennyiben ennek eredménye az ISO 2409-es szabvány szerint legalább 3-as, vagy jobb (ettől
kisebb érték - az átvágott
felület 15%-nál nem nagyobb a károsodás), akkor az alábbi technológia alkalmazható.
(Ha a tapadás vizsgálat nem megfelelő
eredményű, akkor az egész felületen el kell távolítani a bevonatot és a
CARBOMASTIC 15 alapozót a teljes felületre fel kell hordani. )
Másrészt spaklival átkaparjuk az egész felületet, és ott ahol a szerszám
felvágja a bevonatot, mindaddig végezzük az eltávolítást, amíg az kézileg lehetséges.
-
Az átkorrodált felületeket meg kell tisztítani a régi bevonat laza rétegétől,
és
a laza rozsdarétegektől,
(lemezes rozsda, rozsdapor)
-
Fontos a felhasadt élek lecsiszolása, hogy a javító alapozónk kellőképpen
le
tudja kötni, azaz a felhajló éleket körbe tudja vonni.
-
A felület-előkészítés
végezhető mechanikai úton, kézi, vagy gépi szerszámok
alkalmazásával, (spakli, rasketta, drótkorong, csiszolóvászon, stb.) St 3-as minőségre.
2.2. A RUSTBOND PENETRATING SEALER ALAPOZÓ FELHORDÁSA
Ez az alapozó kétkomponensű,
epoxi-amidó-amin. Mint ahogy a neve is utal rá,
leköti a revét, futó rozsdát, behatol a legkisebb repedésekbe, pólusokba, kráterekbe, majd elzárja a felületet a levegő
oxigénjétől és a nedvességtől,
ezáltal kizárja a korrózió feltételeit. Ezt a bevonatot a teljes felületen alkalmazzuk. Ajánlott szárazréteg-vastagság: 25-3O
μm, ami a megszokottól lényegesen kevesebb(!), ezért ügyelni kell arra, hogy az anyagot a az át korrodált, majd letisztított helyeken is egyenletesen hordjuk fel és
juttassuk be a felhasadt szélek alá, és a mélyebb pólusokba!
2.3. Az átkorrodált felületek foltszerű
kikenése CARBOMASTIC 15 bevonattal
Miután a teljes felületet bevontuk Rustbond Penetrating Sealerrel, kb 2-3
nap múlva az átkorrodált felületek helyeit foltszerűen
kikenjük CARBOMASTIC 15 közbenső bevonattal, 125 μm szárazréteg-vastagságban
(hogy a felület korrózióvédelmére itt is kellő
vastagságú védőbevonatot biztosítsunk).
Ügyelnünk kell arra, hogy a régi bevonatok szélein túl érjen a közbenső
bevonat, némi átlapolással ( a mélyebb helyeken igyekezzünk megközelíteni azt
a rétegvastagságot, ami a felület többi részén jellemző, hogy az egész
felületünk lehetőleg közel azonos védelmű, rétegvastagságú és megjelenésű
legyen!)
Az érintésszáraz állapot elérése után ezeket az átlapolásokat a fedőbevonat
felhordása előtt lecsiszoljuk, hogy a végső felületünk minél egyenletesebb,
esztétikusabb legyen.
2.4. A FEDŐBEVONAT FELHORDÁSA
A fedőbevonatot az egész
felületre egyenletesen hordjuk ( ajánlható
CARBOLINE 133 HB 2K PU, vagy CARBOTHÁN 834-es akril-PU UV-álló fedőbevonat), 1OO vagy 75 μm szárazréteg-vastagságban,
lehetőleg szórással.
(A felhasználásra vonatkozó részletes leírást lásd a termékismertetőben)
A RUSTBOND PENETRATING SEALER akkor is
alkalmazható tapadóhídként, ha valamilyen okból egy újabb
réteget kívánunk felhordani, pl. már elkrétásodott régi bevonat felújítása
esztétikai okok miatt - a
krétásodott réteg eltávolítása után - , vagy
nagyobb védelmi képesség biztosítása,
hosszabb élettartam,
vagy éppen egy más típusú,
pl.: UV-álló - vagy más színű
fedőbevonatra van igény.
( A következő cikkünk témája a
"Minőségbiztosítás" lesz)
 Vissza
Vissza